
 这是关于如何缩短前置时间系列文章的第二篇,将深入探讨波动和利用率的影响。改善这些也有助于降低库存,根据利特尔法则,相应的前置时间也会缩短。
这是关于如何缩短前置时间系列文章的第二篇,将深入探讨波动和利用率的影响。改善这些也有助于降低库存,根据利特尔法则,相应的前置时间也会缩短。
减少波动
 库存有助于解耦和隔离波动,接下来问题就是如何减少波动(日语为“mura“),减少波动是一项非常具有挑战的工作。我写过一个关于如何减少价值流从采购端到交付端波动的系列文章。这是一项永无止境的西西弗式的工作,只有积极减少波动,不然波动必然是朝着变大的方向发展。我在上一篇文章中展示的Kingman公式包括了入库和加工时间的波动,但这是一个简化的模型。现实生产中,会有多个型号,多个流程和多个队列。除此之外,零件的到达往往是由取货触发的,在一个拉动系统中,物料离开超市会触发再生产。因此,需求的波动会传递到价值流的最前端。
库存有助于解耦和隔离波动,接下来问题就是如何减少波动(日语为“mura“),减少波动是一项非常具有挑战的工作。我写过一个关于如何减少价值流从采购端到交付端波动的系列文章。这是一项永无止境的西西弗式的工作,只有积极减少波动,不然波动必然是朝着变大的方向发展。我在上一篇文章中展示的Kingman公式包括了入库和加工时间的波动,但这是一个简化的模型。现实生产中,会有多个型号,多个流程和多个队列。除此之外,零件的到达往往是由取货触发的,在一个拉动系统中,物料离开超市会触发再生产。因此,需求的波动会传递到价值流的最前端。
很难说减少波动能够产生多大的收益,但减少波动总归是有好处的。减少波动在精益生产中非常重要,但大多数价值流都不会关注它。
 有一种波动特别影响前置时间,这个波动就是优先级。如果系统有一个VIP队列,VIP队列中的作业就会被优先处理,从而该队列的作业获得了较短的前置时间,与之对应,优先级较低的作业前置时间就会增加。如果优先处理的作业不超过20%-30%,对非VIP作业的消极影响就可以忽略不计。如果VIP作业占比过多,对其它作业影响就非常大。极端情况,非VIP作业的前置时间接近无限长。
有一种波动特别影响前置时间,这个波动就是优先级。如果系统有一个VIP队列,VIP队列中的作业就会被优先处理,从而该队列的作业获得了较短的前置时间,与之对应,优先级较低的作业前置时间就会增加。如果优先处理的作业不超过20%-30%,对非VIP作业的消极影响就可以忽略不计。如果VIP作业占比过多,对其它作业影响就非常大。极端情况,非VIP作业的前置时间接近无限长。
对于按订单生产的生产方式,减少波动有助于减少前置时间。对于按库存生产的生产方式,减少波动可以降低库存,从而也可以缩短前置时间。
降低利用率
 Kingman公式的另一个主要因素是利用率,当利用率接近100%时,等待时间就接近无限长。利用率是管理波动的一种间接方式。有三种方法可以使波动解耦,库存、产能和时间。如果设备利用率低于100%,你就会有一个能产能缓冲来解耦波动。如果想有高的利用率,就需要在系统中有大量的库存,以降低物料被消耗尽的风险。大量的库存也意味着长前置时间。因此,对于一个生产系统来说,100%的利用率是一个糟糕的目标!
Kingman公式的另一个主要因素是利用率,当利用率接近100%时,等待时间就接近无限长。利用率是管理波动的一种间接方式。有三种方法可以使波动解耦,库存、产能和时间。如果设备利用率低于100%,你就会有一个能产能缓冲来解耦波动。如果想有高的利用率,就需要在系统中有大量的库存,以降低物料被消耗尽的风险。大量的库存也意味着长前置时间。因此,对于一个生产系统来说,100%的利用率是一个糟糕的目标!
首先,生产系统一般情况都不是完全均衡的,非瓶颈环节的利用率低于100%是正常现象。瓶颈也有利用率低于100%的情况,因为瓶颈通常会发生转移。这还取决于如何计算利用率,是指一台机器被安排用于生产的时间的百分比吗?还是实际生产的好零件与理论上在相同时间内可以生产的最大零件数的比率?也就是我们熟知的OEE。以100%的OEE为目标是不现实的(除非假数据,我见过很多自称OEE超过100%的价值流),丰田把OEE的目标设置在90%左右。
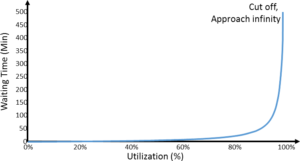
如果利用率低于100%,就有机会通过产能缓冲来解耦波动,当然也还是可以用通过库存来解耦。区别在于,产能缓冲并不会增加前置时间,但库存会。反之,如果常备剩余的员工和设备产能,这也是问题。这就需要我们权衡产能和库存,这种权衡并不是线性的,正如基于Kingman公式的图所示,越是接近100%的利用率,就需要更多的库存来覆盖即使是最小的波动。对于100%的利用率,在理论上需要无限大的库存。请注意,该图只测量了有一个队列和一个流程的简化系统的等待时间,在复杂的系统中也可以发现类似的现象。
因此,将利用率降低到100%以下可以缩减大量的库存,从而大大降低前置时间。通常将利用率维持在80%-90%较为合理,这取决于系统。进一步降低利用率对库存的影响就没有那么明显,对前置时间的影响也要小很多。例如,如果把利用率从60%降低到40%,对库存和前置时间的影响可以忽略不计,但员工和设备却需要待料,也是一种浪费。
 Kingman公式给出了利用率和前置时间之间的关系。但记住,Kingman公式是现实世界的一个简化模型。关于利用率,它假设了一个24小时不间断的工作系统,这样的系统在现实中可能存在。但大多数系统并不是一周七天、一天二十四小时都在工作。相反,可能每周只安排4,5天,每天1个或2个班次。这为我们提供了另一种使用产能来解耦波动的方法,即加班。有超额需求的时候安排员工加班,这比任何时候都安排很多员工,每个员工都需要待料生产要好得多。但缺点是,加班需要一些额外的准备工作,因此更适合用于覆盖中长期的波动,如季节性波动。加班也可以处理哪些通常通过库存来解耦的波动,如果看到缓冲库存减少了,可以安排加班让其回到合理水平。
Kingman公式给出了利用率和前置时间之间的关系。但记住,Kingman公式是现实世界的一个简化模型。关于利用率,它假设了一个24小时不间断的工作系统,这样的系统在现实中可能存在。但大多数系统并不是一周七天、一天二十四小时都在工作。相反,可能每周只安排4,5天,每天1个或2个班次。这为我们提供了另一种使用产能来解耦波动的方法,即加班。有超额需求的时候安排员工加班,这比任何时候都安排很多员工,每个员工都需要待料生产要好得多。但缺点是,加班需要一些额外的准备工作,因此更适合用于覆盖中长期的波动,如季节性波动。加班也可以处理哪些通常通过库存来解耦的波动,如果看到缓冲库存减少了,可以安排加班让其回到合理水平。
 但记住,即使加班,利用率也不会是100%。加班不能解决短期波动的问题,通常短期瞬时的波动是通过库存被缓冲掉。试图达到100%的利用率将再次极大影响库存水平和前置时间。总之,让系统高效是必须的,但不会有超过100%的OEE。还要记住,如果系统如造纸厂那样24小时运行,就需要额外的产能缓冲(较低的利用率),这有助于缩短前置时间。
但记住,即使加班,利用率也不会是100%。加班不能解决短期波动的问题,通常短期瞬时的波动是通过库存被缓冲掉。试图达到100%的利用率将再次极大影响库存水平和前置时间。总之,让系统高效是必须的,但不会有超过100%的OEE。还要记住,如果系统如造纸厂那样24小时运行,就需要额外的产能缓冲(较低的利用率),这有助于缩短前置时间。
因此,通常来说减少波动,或者将利用率维持在一个合理的水平有助于减少库存,从而缩短前置时间。现在,走出去,减少波动,控制利用率,缩短前置时间,组织你的行业!
系列文章
P.S.: 感谢Rajan Suri对本系列文章的启发, 也请参见他的著作Quick Response Manufacturing第7章和 It’s About Time第3章。
- Suri, Rajan. It’s About Time: The Competitive Advantage of Quick Response Manufacturing. 1 edition. New York: Productivity Press, 2010. ISBN 978-1-4398-0595-4.
- Suri, Rajan. Quick Response Manufacturing: A Companywide Approach to Reducing Lead Times. Portland, Oregon, USA: Taylor & Francis Inc, 1998. ISBN 978-1-56327-201-1.
Translated by Xie Xuan