
 在混合型号的生产线上,不同型号的产品在不同的工位工作内容可能不同。因此,相应的在一些工位上的生产时间也不同。这就需要对排产进行仔细规划,如果没有考虑到这一点,可能会造成沿线所有工位的有大量等待时间。这是研究混合型号排序(即工作量不平衡的表现形式,以及解决这些问题的不同方法)的系列文章,这个系列非常长,这是该系列的第一篇。
在混合型号的生产线上,不同型号的产品在不同的工位工作内容可能不同。因此,相应的在一些工位上的生产时间也不同。这就需要对排产进行仔细规划,如果没有考虑到这一点,可能会造成沿线所有工位的有大量等待时间。这是研究混合型号排序(即工作量不平衡的表现形式,以及解决这些问题的不同方法)的系列文章,这个系列非常长,这是该系列的第一篇。
基本问题
如果生产线生产不同型号的产品,有可能不同型号在每个工位上的工作量都不一样。下面我们以汽车总装线为例讨论这个问题,当然类似的情况也能在其他行业中找到。
 汽车总装线会生产两门或四门汽车(如果算上后备箱则是五门)。也会生产有天窗或无天窗的车型。仅车门和天窗的组合,就已经有四种不同型号的汽车,如图所示。
汽车总装线会生产两门或四门汽车(如果算上后备箱则是五门)。也会生产有天窗或无天窗的车型。仅车门和天窗的组合,就已经有四种不同型号的汽车,如图所示。
自然的,车门装配工位,四门车型的工作量要比两门的多得多,工作内容当然也不同。
同样地,天窗装配工位的工作量也取决于型号,如果车型无天窗,这个工位就会完全闲置。如果有天窗,该工位则需要安排员工生产。
这只是两个例子。还有很多变量会影响到各工站的工作量。可以想象,当你去4S购买新车时,看下选配清单,你就会发现这对总装的挑战有多大。通常,背后实际的工作量差异甚至比你在目录中看到的还要大。例如,不同的发动机可能有不同的排气系统,不同的刹车类型,也许变速箱的型号也不同,等等。

在一条平衡的生产线中,所有工站的工作量都差不多。关于这点,请看我关于产线平衡的系列文章。但如果产品型号很多,产线平衡就不只是平均每个工位的工作内容那么简单。如果你假设汽车平均有三个门,你就有可能遇到双门或四门车型,使车门装配工位要么过负荷要么等待其他工位(除非是现代Veloster车型,该车有三扇车门)。
用精益术语来说,这种工作量的不平衡被称为mura(斑,不均匀)的情况,是制造业中的三害之一(另外两个是muda/浪费和muri/过负荷)。
最坏的情况
为了便于理解,让我们看一下最坏的情况。让我们假设一条脉冲式生产线,所有零件都在同一时间一起移动。
让我们进一步假设所有工位都是完全平衡的,唯一可变的工作量是天窗装配工位。如果生产了一辆无天窗车型,天窗装配工站将100%空闲。员工的时间被浪费了,钱也被浪费了,如下图所示。

这是一个工站工作量较少的情况。反过来,如果一个工站的工作量比其他工位多,情况就更糟糕了。让我们再次假设所有工站都是完全平衡的,只有车门装配站有可变的工作量。如果一辆四门车型经过,这个工站的工作量就会比沿线的其他工位多得多,而其他工位都必须等待车门安装工位。浪费的时间和金钱甚至比一个站要等待其他站的情况还糟糕。

如果你的所有其他站点都必须等待一个站点,你就浪费了大量的产能。在这种情况下,就需要增加关键工位的产能,即使它并不一直需要这个产能。例如,你可以为车门装配工位增加一个员工,即使在出现双门车型的时候,两个员工都处于半闲置的状态,如下图所示。可能宁愿让两个员工时不时地等待一下,也不愿让所有其他工位的员工时不时的等待这个关键工位。当然这个解决方案并不是特别好,还有很大改进空间。但在制造业中,很难抽出时间去寻找完美的解决方案,这种产能过剩的情况会持续一段时间,直到你有时间改善它。 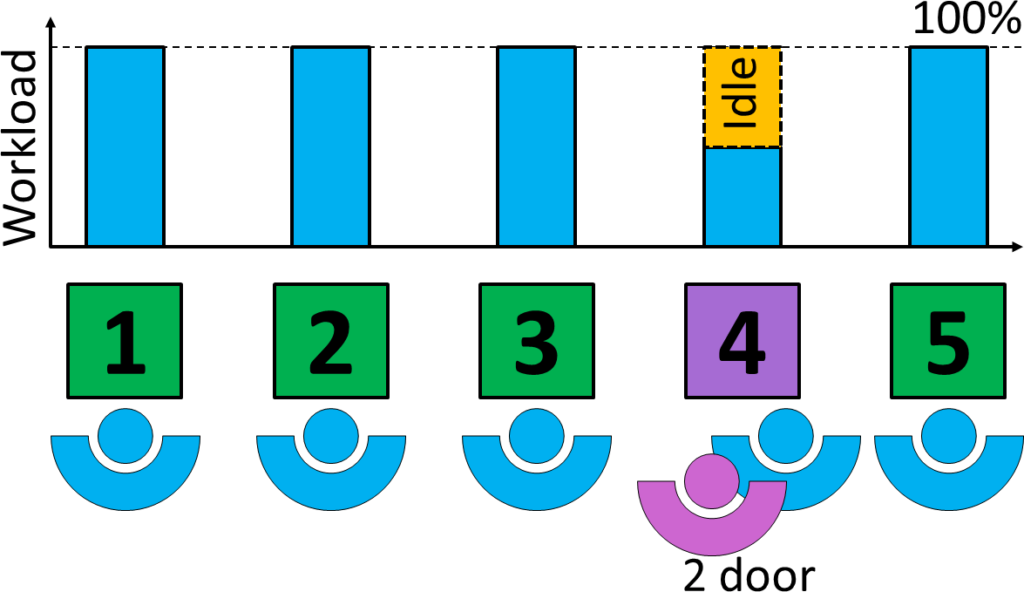
请注意,在这里我们主要担心的是操作人员的等待时间。机器的等待时间通常很便宜,不需要有什么顾虑。如果设备的速度比产线的速度快,因此不是瓶颈,就像上面的天窗的例子。只有当瓶颈设备导致整条生产线不得不等待时,如上面的四门车型的例子,才应该考虑其他方案。如果一台设备导致整条产线的其他工位都在等待,那么产线的整体性能就会受到影响。
脉冲式生产线通常对工作负荷不平衡最为敏感。如果产线的零件在任何时候都可以移动,那么工作负荷的不平衡的影响会小很多。就算是一条连续移动的生产线也能更好地处理这种情况。
解决方案
 你可以看到,在产品型号较多的长生产线上(例如,汽车总装线),这很快就会造成很多问题和浪费。有几种不同的方法可以帮助解决这个问题。请注意,并不是所有的方法都适用于任何情况,而且这些方法既不容易也不完美! 总之,有三种的不同方法:
你可以看到,在产品型号较多的长生产线上(例如,汽车总装线),这很快就会造成很多问题和浪费。有几种不同的方法可以帮助解决这个问题。请注意,并不是所有的方法都适用于任何情况,而且这些方法既不容易也不完美! 总之,有三种的不同方法:
- 彻底解决问题:你只需改变你的生产系统或产品,以消除不同型号工作量不同的问题。这不是很好吗。但先别急着开香槟庆祝,对于大多数情况来说,这个方法并不一定可行。
- 调整产能:如果遇到不同的工作负荷,可以增加或降低产能(即增加或减少员工)。通常只有在增加或减少的工作量持续相对较长时间的情况下,调整产能的方式才有效。
- 调整型号顺序:调整型号的顺序,使工作量不至于波动太大。通常这意味着一个工站间隔生产”繁忙“和“不繁忙”的产品,以便他们平均产能能够满足要求。例如,这可以是一辆四门车型后面跟着一辆双门车型。
另外,上述三种方法都可以互相结合使用,而且实际情况中也是结合起来使用。在接下来的文章中,我将更详细地介绍如何解决工作量不平衡的问题。在那之前,走出去,组织你的行业!
系列文章
- 混合型号排序–简介
- 混合型号排序–彻底解决问题
- 混合型号排序–调整产能
- 混合型号排序–简单实例
- 混合型号排序–简单实例 工作量和缓冲
- 混合型号排序–简单实例 排序
- 混合型号排序–复杂实例
- 混合型号排序–复杂实例 基础数据
- 混合型号排序–复杂实例 排序1
- 混合型号排序–复杂实例 排序2
- 混合型号排序–复杂实例 序列检验
- 混合型号排序–总结
这里还有第7至11帖的排序实例Excel文件,其中有复杂实例。请注意,这不是一个工具,而只是我的一些计算方法,仅供参考。
Translated by Xie Xuan