
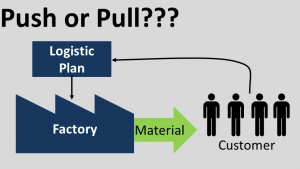
谈到精益生产,关键之一是使用拉动生产而非推动生产。虽然从事精益生产的人都知道如何通过看板来实现拉动生产(或知道理论),但对推动和拉动两种生产方式之间的本质区别却不清楚。所以推动和拉动的本质区别到底是什么?是什么让拉动系统比推动系统更有优势?事实证明对拉动或推动的大多数定义是不太准确的,甚至”推动”和”拉动”这两个名称本身似乎也不合适。人们也常用左上角的插图来描绘两种生产方式,也有一定的误导性。
它不是什么!- 常见的误解
我在网上找到关于推动和拉动的各种各样的定义,下面所提及到的定义(误解),我都会提供一个索引。
误解1–按库存生产和按订单生产
"推动"指"按库存生产",意味着生产不基于实际需求。"拉动"指"按订单生产",即生产由实际需求触发。(Lean Manufacturing Japan)
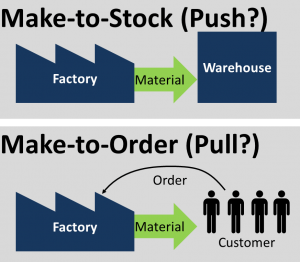
通常推动和拉动被(错误地)定义为 “按库存生产 “和 “按订单生产 “。按此定义,推动生产(按库存生产)是在没有特定客户需求的情况下生产。拉动生产(按订单生产)只按最终客户需求生产。这个观点对推动和拉动做了简单区分,但存在缺陷。丰田也会在没有明确客户订单的情况下生产的一些流行车型,建立这些车型的库存,以便满足那些未预约客户的需求。因此拉动系统中也可以实施按库存生产。
按订单生产是一个很古老的概念,已有几个世纪的历史。在工业革命以前,所有鞋匠只在有顾客需求时才会制作鞋子。但这些鞋匠一点也不精益,他们经常被成堆的制鞋材料包围。
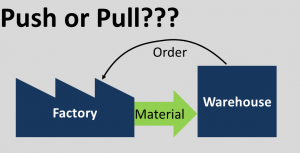
也有人试图纠正这个定义,认为按订单生产中的”订单”不一定是最终客户,也可以是某个中间阶段。同样按库存生产也必须有人在某处给下生产指令,这种情况下这个人也可能是最终客户,也就是说按库存生产也可等同于按订单生产。
误解2–市场预测 VS 实际需求
推动生产:生产计划是根据市场预测来的[...]。拉动生产:生产计划是基于客户的实际需求。(Lean Enterprises Blog)
[拉动]指在下游客户提出需求之前,上游不应该生产产品或提供服务。(Womack and Jones in in Lean Thinking)
这个(错误的!)定义使用了稍不同的词汇,但与误解1中的按库存生产和按订单生产的定义相似。如第二段引用,大师级的精益思想家在这个概念上也似乎有所混淆。
误解3–信息流方向
推动和拉动的区别在于信息和订单的传递方向。推动有中央物流计划。拉动则是物料流和信息流有相反的传递方向。(Item24.de)
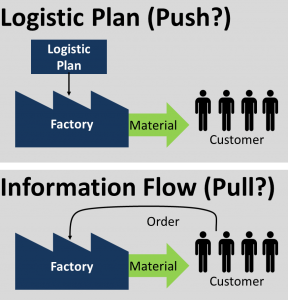
通常我们通过区分生产订单是来自中央物流计划还是直接来自客户,以区分生产系统是推动还是拉动。这种定义认为,如果有中央物流计划,则是推动系统,如果订单直接来自于客户,则是拉动系统。
我们又遇到和之前一样的问题:物流计划并不是无中生有,而是基于客户需求。物流部门根据客户需求和前置时间,来安排是按库存生产或按订单生产。
同样地,虽然看板系统是拉动系统,但它不一定基于纸质看板卡。看板系统也可以通过ERP系统实现电子化。这种情况下物流计划可以根据看板来创建订单,因此是一个由中央物流计划管控的拉动系统。因此通过信息流方向来定义推动和拉动也不太行得通。
误解4 – MRP和看板
推动就是MRP,拉动就是看板(无出处,在工业界常听到)。
在所有关于推动和拉动的观点中,这个观点至少是部分正确的。一个运行良好的看板系统确实是拉动系统(不包括那些把每张纸片都神奇地称为”看板”的工厂)。但看板并不是建立拉动系统唯一方式,也可以使用其它方法,如CONWIP(恒定在制品法)。 同样MRP也可以通过使用电子看板或类似方法建立拉动系统,所以使用MRP来实施拉动是完全可行的。
推动和拉动真正的区别是什么?
上面的四种定义都没有抓住拉动系统的本质。这些概念的混淆可能源于”推动”和”拉动”这两个名称本身。关于推动和拉动真正的区别,Hopp和Spearman说得很对:
拉动系统是一个明确限制系统中在制品数量的系统。[...]推动系统是一个对系统中的在制品数量没有明确限制的系统。(Hopp and Spearman "To Pull or Not to Pull")
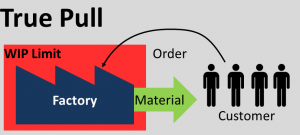
如果明确限制在制品(WIP)数量,则是拉动系统。如果没限制,则是推动系统。与物料或信息的物理上的拉动或推动无关。 例如看板系统限定了在制品数量上限,生产系统中物料的数量不能超过看板卡所规定的数量,所以这个上限通过看板卡的数量被明确定义的了。
任何生产车间都有一个(空间上的)上限,如果在制品(WIP)填满了所有空间,车间将停止生产。这种情况的上限数量并不好定义,有创造力的员工总有办法找到地方来存放更多的物料。而且这个上限数量通常比任何合理的看板系统所允许的要多得多。

真正的拉动系统只有在在制品(WIP)数量未达上限的情况下才开始生产。例如在看板系统中,客户从成品超市中取走物料,看板(新的订单)就会被释放出来触发新的生产。如果成品超市中没有料,所有的在制品(WIP)都在排队生产中,那么客户也无法取料,看板(新的订单)也无法被释放出来,也不会触发新的生产。
同样对于CONWIP系统(恒定在制品系统),只有在有CONWIP空卡的情况下才开始安排待生产订单(见CONWIP系统基础知识 )。CONWIP系统不会拒绝订单,但待生产订单要等到有CONWIP空卡释放出来才有机会生产。
总结
总之,大多资料和专业人士对推动和拉动的定义都不太准确。可能”推动”和”拉动”的名称本身就很容易引起误解。这种误解又是那么巧,因为生产系统的成功,关键因素之一就是使用拉动系统。推动和拉动的主要区别在于是否限制在制品(WIP)数量。如果生产中明确限制在制品(WIP)的数量,系统就是一个拉动系统,可以获得精益拉动生产的各种好处。如果对在制品(WIP)数量没有明确限制,则是推动系统。也请参见我的其它文章《建立拉动系统的不同方法–第一部分和第二部分》。
希望这篇文章对你有所启发。现在就走出去,限制你的在制品(WIP)数量,组织你的行业!
参考资料
Hopp, Wallace J., and Mark L. Spearman. “To Pull or Not to Pull: What Is the Question?” Manufacturing & Service Operations Management 6, No. 2 (April 1, 2004): 133–48. doi:10.1287/msom.1030.0028.