
 In my last posts I talked on how to set up a changeover wheel or, more generally, a changeover sequence. Next I will show you how to use a changeover wheel. You have to fit you prioritized production into the sequence. The idea is simple, but there are some pitfalls as well as some tricks to make it easier. I will talk more about the pitfalls in my next post. Let’s have a look on how to fill the changeover wheel with actual production jobs.
In my last posts I talked on how to set up a changeover wheel or, more generally, a changeover sequence. Next I will show you how to use a changeover wheel. You have to fit you prioritized production into the sequence. The idea is simple, but there are some pitfalls as well as some tricks to make it easier. I will talk more about the pitfalls in my next post. Let’s have a look on how to fill the changeover wheel with actual production jobs.
A Brief Recap
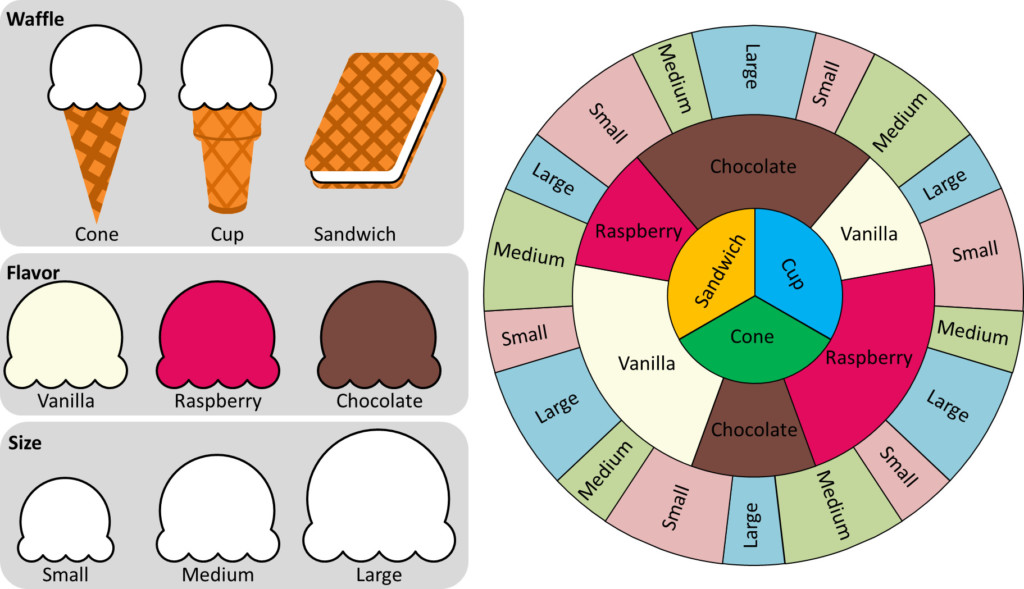
We will continue the example from the previous posts of an ice cream maker with three types of waffles, three flavors, and three sizes. This gives us a total of 27 different products, which we fit into a changeover wheel. The following explanations will use this changeover wheel for the examples too.
Set Capacity of the Wheel
 The first step is to define the capacity of the wheel, or – more precisely – how many hours should the wheel cover. This is directly related to reducing fluctuations. The more frequently you “turn the wheel,” the less time until you produce a product again, and the smaller the fluctuation.
The first step is to define the capacity of the wheel, or – more precisely – how many hours should the wheel cover. This is directly related to reducing fluctuations. The more frequently you “turn the wheel,” the less time until you produce a product again, and the smaller the fluctuation.
Let’s start with a negative example. Assume you have defined the changeover sequence. You could now just stuff every possible demand or order into the wheel, and start producing. However, this would create a lot of headache later on. If your demand fluctuates over time, sometimes it will take a lot of time to turn the wheel (if customers order a lot), and sometimes you turn it quickly (if customers order little). If you have demand for 100 tons of ice cream during the summer, it will take a long time until the wheel is turned and you can produce a product again. You need large inventories to buffer these large fluctuations in the production (make a lot of one product, and then nothing of this for a long time).
 If you have been reading this blog for some time, you probably know that smaller batches more frequently are generally advised in lean manufacturing to reduce fluctuations and become more efficient. This is one part of the problem if you just stuff everything into the wheel. The bigger problem, however, is that the fluctuations themselves are fluctuating. In summer you need a lot of time to turn the ice cream changeover wheel, and in winter it goes much quicker. Yet, you need to be prepared for the worst, so even when the demand is low and the wheel turns quickly, you still need inventory to decouple larger turns. (This example here is not ideal, because the seasonality of the ice cream is well understood and the system can change seasonally.) But the main point stands: Do not put all demand into a single turn of the wheel! Instead, define the wheel to be a certain size, and put in only the most important demand until you reach this goal and then turn the changeover wheel.
If you have been reading this blog for some time, you probably know that smaller batches more frequently are generally advised in lean manufacturing to reduce fluctuations and become more efficient. This is one part of the problem if you just stuff everything into the wheel. The bigger problem, however, is that the fluctuations themselves are fluctuating. In summer you need a lot of time to turn the ice cream changeover wheel, and in winter it goes much quicker. Yet, you need to be prepared for the worst, so even when the demand is low and the wheel turns quickly, you still need inventory to decouple larger turns. (This example here is not ideal, because the seasonality of the ice cream is well understood and the system can change seasonally.) But the main point stands: Do not put all demand into a single turn of the wheel! Instead, define the wheel to be a certain size, and put in only the most important demand until you reach this goal and then turn the changeover wheel.
 So, how many hours’ worth of production should your wheel have before you turn it again? A smaller size (a quicker turn) creates less fluctuations and allows you to reduce buffer inventory. A larger size (a slower turn) requires less effort for changeover since you produce more per changeover. These two factors decide how big a changeover wheel should be (i.e., how many hours of production should go in before you turn the wheel again). This question is closely related to the question of a good batch size for changeover. Be aware that sometimes shop floor people go overboard with large wheels to reduce the changeover effort. Conventional lean wisdom, however, goes for the smaller wheel. This would also be my recommendation. Make the wheel as small as you can get away with. It could be a week worth of production, or a day, or a shift, or just a few hours, before you turn the wheel again.
So, how many hours’ worth of production should your wheel have before you turn it again? A smaller size (a quicker turn) creates less fluctuations and allows you to reduce buffer inventory. A larger size (a slower turn) requires less effort for changeover since you produce more per changeover. These two factors decide how big a changeover wheel should be (i.e., how many hours of production should go in before you turn the wheel again). This question is closely related to the question of a good batch size for changeover. Be aware that sometimes shop floor people go overboard with large wheels to reduce the changeover effort. Conventional lean wisdom, however, goes for the smaller wheel. This would also be my recommendation. Make the wheel as small as you can get away with. It could be a week worth of production, or a day, or a shift, or just a few hours, before you turn the wheel again.
 Please note that there is not really a lower limit of the wheel size. You can easily make wheels smaller than what you need to produce each product only once. You simply do not produce all products in a single turn. Also, ideally the size of the wheel is defined as a production duration (including changeovers). However, if your batches are somewhat similar, you could also define the size of the wheel as a number of batches. There may be slightly more fluctuations if the baches need different time, but it is so much easier to simply count batches instead of determining the time needed for each batch. Your choice.
Please note that there is not really a lower limit of the wheel size. You can easily make wheels smaller than what you need to produce each product only once. You simply do not produce all products in a single turn. Also, ideally the size of the wheel is defined as a production duration (including changeovers). However, if your batches are somewhat similar, you could also define the size of the wheel as a number of batches. There may be slightly more fluctuations if the baches need different time, but it is so much easier to simply count batches instead of determining the time needed for each batch. Your choice.
Fill by Priority
 Now you simply take the possible orders for production and sort them by priority. The most urgent job goes in the wheel first. But here, too, are some pitfalls. If your most urgent job is a batch of medium vanilla cones, you place this one first. But if you have additional open jobs for batches of the same medium vanilla cones, you should not also place them just because they are the same type as the most urgent job. These additional jobs should wait until it is their turn, even if it is the same product.
Now you simply take the possible orders for production and sort them by priority. The most urgent job goes in the wheel first. But here, too, are some pitfalls. If your most urgent job is a batch of medium vanilla cones, you place this one first. But if you have additional open jobs for batches of the same medium vanilla cones, you should not also place them just because they are the same type as the most urgent job. These additional jobs should wait until it is their turn, even if it is the same product.
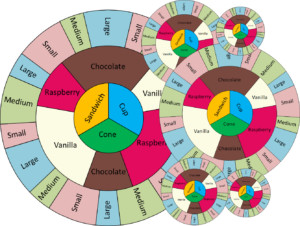
This is also shown in the example below. We have eleven possible batches that could be produced, which were sorted by priority. The most urgent batch is a medium vanilla cone. So we place this one first on the wheel. We have the same medium vanilla cone in the list twice more (Indicated with an ice cream cone in the list for your convenience). However, we do not simply place them all merely because it fits the changeover sequence. It also has to fit the priority! If you place these additional two batches right away, you may delay a more urgent batch, leading to a stock out.
![]()
As it happens, the third most urgent batch is again the medium vanilla cone, so it gets placed on the wheel too. After placing the nine most urgent jobs, we have filled the capacity of the wheel. The last instance of the medium vanilla cone, however, is only prioritized on position 11, and hence has to wait for the next turn of the wheel. Same applies to the large raspberry sandwich, which made it on priority positions 5 and 8, but priority 13 has to wait for the next turn.
So this is the basics on how to fill the changeover wheel with production jobs. There are a few possible modifications and options, more on these in my next post. Now, go out, sequence your production, and organize your industry!
PS: This blog post was inspired by a master thesis by my student Milena Oberle: “Entwicklung eines Steuerungskonzepts zur Stabilisierung volatiler Auftragsfolgen einer variantenreichen Mischfertigung unter Berücksichtigung der zukunftsweisenden Erfolgsfaktoren einer Smart Factory,” Hochschule Karlsruhe, 2022.
Overview of Blog Post Series
- A Few More Turns on the Changeover Wheel – Part 1: Creating a Sequence
- A Few More Turns on the Changeover Wheel – Part 2: Improving the Sequence
- A Few More Turns on the Changeover Wheel – Part 3: Prioritizing Jobs
- A Few More Turns on the Changeover Wheel – Part 4: Options for Prioritizing
- A Few More Turns on the Changeover Wheel – Part 5: Frequently Asked Questions
I your PS note stating that this new article is in been prepared in a collaboration from an Student.
Sharing and teaching knowledge with some else is a Very High Value Added it.
Thanks.
Also important is to give credit where credit is due, especially if it is a student!