
 Production lines with a product mix may have different workloads at different stations for different products. This can cause waste. In this third post in the series I will look at options on how to adjust the available capacity to ease this problem. In my next post I will look at Mixed Model Sequencing to adjust workload differences.
Production lines with a product mix may have different workloads at different stations for different products. This can cause waste. In this third post in the series I will look at options on how to adjust the available capacity to ease this problem. In my next post I will look at Mixed Model Sequencing to adjust workload differences.
The Basic Idea
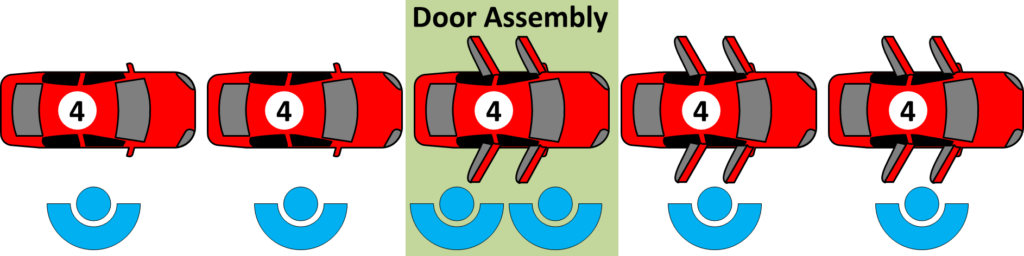
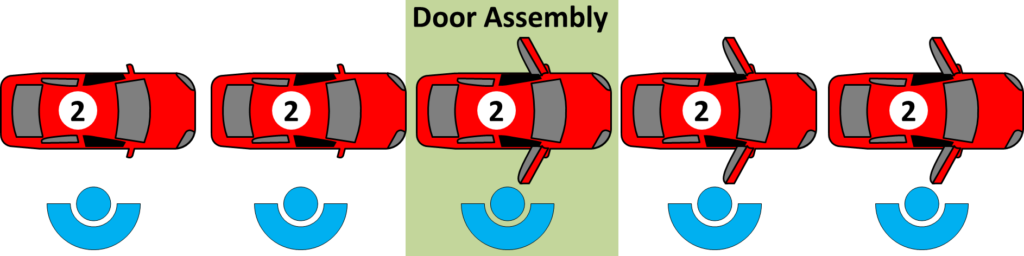
In its ideal form, adjusting capacity would mean to add one (or more) workers whenever a part with more work comes along, and remove them again once a part with less work comes along. For the example of an automotive assembly line with two-door and four-door vehicles, this could look like the animation below. A worker magically pops up whenever there is a four-door assembly, and disappears again if there is a two-door assembly.
You probably can already see the problem here. It will be extremely difficult to manage the worker’s workload. It will be very difficult to give the worker something else to manage. You (usually) just can’t conjure some capacity out of thin air at a moment’s notice. In the following I will show you some ideas how you still could manage.
Find Another Task to Fill the Capacity
It is possible to have a second worker at the critical station, as shown in the animation above. This worker can help if there is a part that requires more work (i.e., a four-door car). The challenge is to not waste this worker’s time if a part requires less work (i.e., a two-door car).
You would have to find an useful task for the extra worker that he can do in the available time. This is usually not easy, or even impossible. If the worker is busy with four-door cars, the other task would have to wait. Hence, the other task must be a job that can wait anytime. The other job would also be something that can be dropped anytime, since the door assembly can NOT wait. Whenever a four-door car comes along, the worker must go to assemble doors. If you can find such a task, then this may be possible.
 For example, you may have a box of sheet metal parts that need to be deburred. The additional worker deburs these items until he is needed at the assembly line, in which case he can just drop the part and continue later.
For example, you may have a box of sheet metal parts that need to be deburred. The additional worker deburs these items until he is needed at the assembly line, in which case he can just drop the part and continue later.
Even then, frequently interrupted work is a much less efficient work. In the worst case the worker may get confused and think he already did a secondary task, but in reality he did not yet do it. Subsequently a not-completed item from the second task is moved forward. For example, you can easily imagine a half-deburred part mistaken for a completely deburred part.
It will be easier if there is a longer time between parts, either due to a larger cycle time or due to infrequent larger products on the main line (i.e., four-door vehicles would be rare). In this case there will be less interruptions. Nevertheless, this solution is rarely feasible and usually not worth the effort.
Larger Batches
Another option is to make larger batches – and let me just say right at the beginning that I don’t like large batches! A smaller batch size is usually much more efficient, and increasing batch sizes is usually the wrong way. The vision of lean is a lot size of one, or a one-piece flow. Never lose sight of that!
This being said, you could make larger batches, which gives you more time to move workers around. In the extreme this could be a different product type every shift. For example, you could do one shift of only two-door cars, and man the door assembly workstation with only one worker. In the next shift you produce only four-door cars, and man the workstation with two workers.
This would give you much more time to assign another worker. It is difficult to assign a worker a different task if he has only sixty seconds to spare. It is much easier to assign a different task if he has a few hours or even a whole shift to spare.
But again, if you choose this path you are walking in the wrong direction. For example, the supply lines that create your doors would be totally overloaded during a four-door shift, and would twiddle their thumbs during a two-door shift. You could improve this by having a larger buffer of doors waiting for assembly, but then increasing inventory is also not good. Overall, this option should be avoided due to all the negative consequences. It is quite likely to be penny wise but pound foolish.
Flexible Work Assignment
The whole problem of different workloads disappears if your workers have a flexible work assignment (i.e., the worker can take however long it takes to do a task before moving to the next task). Job shops would be one example, although job shops are usually inferior to flow lines. Other options are related to work cells.
One-Person Work Cell
 If one person does the entire job within a small manufacturing line (commonly called a work cell, although this term is used often also in different contexts), differences in workload content are not a problem. The worker just takes as much time as is needed, and the part is completed accordingly. A two-door vehicle without sunroof would be finished faster, whereas a four-door vehicle with a sunroof would be finished later. The differences in work content merely change the rate at which parts are completed.
If one person does the entire job within a small manufacturing line (commonly called a work cell, although this term is used often also in different contexts), differences in workload content are not a problem. The worker just takes as much time as is needed, and the part is completed accordingly. A two-door vehicle without sunroof would be finished faster, whereas a four-door vehicle with a sunroof would be finished later. The differences in work content merely change the rate at which parts are completed.
Bucket Brigade
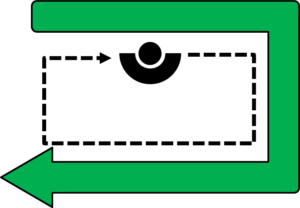
One such line layout is the bucket brigade (also known as bump-back or bouncing line). The worker moves along the line with his part, until he meets the next worker coming back without a part. He then gives the part to the next worker who moves the part forward along the process. The first worker then walks back until he meets the preceding worker to take the part or to get a new part at the beginning of the line. This way the capacity of the line is self-adjusting to the workload, and the workers utilization is easier to manage.

On the other hand, there are also some requirements for this to work. For example, all workers need to be trained at all stations, and it works best for shorter cycle times. For more details, check my series of two posts on the bucket brigade, with Part 1 here and Part 2 here.
Rabbit Chase
 Another option is the rabbit chase. A small number of workers, ideally in an U line, process an entire part from beginning to the end. Different work content and hence different speeds of the workers are buffered through the distance between the workers. Here, too, some restrictions apply similar to the bucket brigade. For more details, see my post on the rabbit chase.
Another option is the rabbit chase. A small number of workers, ideally in an U line, process an entire part from beginning to the end. Different work content and hence different speeds of the workers are buffered through the distance between the workers. Here, too, some restrictions apply similar to the bucket brigade. For more details, see my post on the rabbit chase.
Overall, the idea of adjusting capacity may sometimes work, but for many cases it is not so hot. There may also be the risk of “forgetting” a task that leads to an incomplete product. Especially for large and complex lines, a better way to manage different workloads is the sequencing of the products. I will talk more about this in the next post. Until then, stay tuned, go out, and organize your industry!
Series Overview
- Mixed Model Sequencing – Introduction
- Mixed Model Sequencing – Just Make the Problem Go Away
- Mixed Model Sequencing – Adjust Capacity
- Mixed Model Sequencing – Basic Example Introduction
- Mixed Model Sequencing – Basic Example Workload and Buffering
- Mixed Model Sequencing – Basic Example Sequencing
- Mixed Model Sequencing – Complex Example Introduction
- Mixed Model Sequencing – Complex Example Data Basis
- Mixed Model Sequencing – Complex Example Sequencing 1
- Mixed Model Sequencing – Complex Example Sequencing 2
- Mixed Model Sequencing – Complex Example Verification
- Mixed Model Sequencing – Summary
Here is also the Sequencing Example Excel File for posts 7 to 11 with the complex example. Please note that this is not a tool, but merely some of my calculations for your information.
Dear Professor Roser,
Do you have advice on how to better manage the work flow in an Aviation MRO environment? There is almost always unbalanced work in the different sections due to the different inspection condition of the received parts, hence requiring varying amount of repairs done, hence processing time is different each time.
Sincerely,
Ben
Hi Ben, MRO (Maintenance, Repair, and Operations)is always a tricky part, since the demand varies very much both by type and by amount (but you knew that already). Unfortunately I don’t have any easy solutions, either. It is lots of little problem solving and a daily challenge. Sorry.
Hi Roser,
How can we implement Standardized Work in a bucket bridge cell ? On problem I’ve seen with this model is that it tend to hide problem i.e. If one Team member does not have the necessary skill, the skilled team member have to work fast. Which results in a lack of urgency to solve the problem. What are tour thoughts ?
TM
Hi Roser,
How can we implement Standardized Work in a bucket bridge cell ? On problem I’ve seen with this model is that it tend to hide problem i.e. If one Team member does not have the necessary skill, the skilled team member have to work fast. Which results in a lack of urgency to solve the problem. What are your thoughts ?
TM
Hi TM, in a bucket brigade a team member needs to be able to do ALL jobs that fall within his range of tasks. Hence they need to be better trained (i.e. in more different tasks). Having faster team members balance out the slower team members is actually the feature of the bucket brigade, as it distributes the workload on the team members based on their capacity. However, you are right that this tends to make problems less visible (and hence less urgent to fix)
Hello Christoph,
One other Flexible Work Assignment method is what is called “One Up One Down”. The basic method is to certify every worker in an assembly line for a primary workstation, and the workstations on either side. The entire work cycle (takt time of work) will be completed for each unit, so that there is no handing-off of work in the middle of a cycle. Based on either not having any work to do next (move upstream) or being blocked from moving the product forward (move downstream) workers will sometimes shift up and down or stay where they are but only within a limited range so they don’t need to be certified in every station. The physical room to move is accomplished by having more workstations than workers, so that there are “holes” in the line with no worker, and these holes will dynamically shift as required.
Benefits: potentially much less cross-training required, no mid-cycle hand-offs (to maintain formal quality checks), easy to understand with a little practice.
Downside: maybe slightly lower productivity than some of the other methods, requires over-designing the line by adding additional stations.
Hello Richard, this sounds very interesting. I have not yet heard of this approach, but it looks promising. I will think my way through it, and may write a blog post on it (october at the earliest, I currently have 13 blog posts completed and in the pipeline). Many thanks for suggesting!