
 Jidoka is a term commonly used in lean manufacturing, and widely considered one of the pillars of the Toyota Production System, the other being Just in Time (JIT). However, while the word jidoka is often used to impress others, the ideas behind it are much less frequently found outside of Toyota. Maybe this is because so many people interpret jidoka differently. In this first post of a three post series on jidoka, we look at what jidoka actually is.
Jidoka is a term commonly used in lean manufacturing, and widely considered one of the pillars of the Toyota Production System, the other being Just in Time (JIT). However, while the word jidoka is often used to impress others, the ideas behind it are much less frequently found outside of Toyota. Maybe this is because so many people interpret jidoka differently. In this first post of a three post series on jidoka, we look at what jidoka actually is.
A Bit of Linguistics
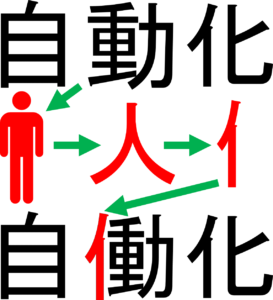 Jidoka (also written jidouka or jidohka) is a Japanese word modified by Toyota. The original word was 自動化 (pronounced jidōka with a long “o”) and simply means automation. The kanji in the word mean
Jidoka (also written jidouka or jidohka) is a Japanese word modified by Toyota. The original word was 自動化 (pronounced jidōka with a long “o”) and simply means automation. The kanji in the word mean
- 自 for self, oneself
- 動 for motion, change, confusion
- 化 for the action of making something.
Toyota did a play on words by changing the middle kanji from 動 to 働. The new kanji means work or labor. This kanji has two more strokes on the left, a so-called radical, which represents 人 for human or person. Since it is squished to the side of the other kanji, it is written a bit distortedly.
The new word 自働化 is also pronounced jidōka and – confusingly enough – translated by most dictionaries also as “automation.” However, the meaning at Toyota is quite different, and very far from “automation.” The commonly used English word for jidoka is autonomation, based on autonomous and automation. Others call it intelligent automation, and again others describe it as automation with a human touch (remember the additional character 人 for human).
What Is Jidoka?
Jidoka is defined differently depending on who you ask. It may be an automatic stop of the process in case of irregularities, multi-machine handling with semi-automated machines, partial automation, or the automation of dangerous, demanding, and dirty work. (Many thanks to Michel Baudin and his book Working with Machines for the list.)
The way I know it and the way I will describe it in more detail below is that jidoka means a process stops automatically if there are any irregularities. Subsequently – if possible – try to eliminate the reason for the stop.
When to Stop the Process
 Stopping the process in case of trouble is essential for a good production system. Jidoka is the concept of stopping the process automatically if there are problems or abnormalities. Such stops can be for a multitude of reasons.
Stopping the process in case of trouble is essential for a good production system. Jidoka is the concept of stopping the process automatically if there are problems or abnormalities. Such stops can be for a multitude of reasons.
Quality Issues
 Probably one of the main reasons to stop a process is if there are quality problems. A couple of things can happen if you pass quality issues down the value stream.
Probably one of the main reasons to stop a process is if there are quality problems. A couple of things can happen if you pass quality issues down the value stream.
- The defective part continues to be processed, and value is added to a defective product that may have to be thrown out. If you build a complete engine where the cylinder is misaligned, you throw out the complete engine and not only the engine block.
- Even if the product can be salvaged, the more work was done after the defect, the more effort it will take to fix the issue. If the defective engine is already in the car, then a lot of work may be needed to remove the engine again for repair.
- The delay between the cause of the problem and the detection of the issue may lead to many more defective problems because the problem is not identified early on. If your machine tool is misaligned, all parts produced since the first defect will have the same defect.
- Finally, for one-off issues, a delay between the cause and the detection may mean that the problem is no longer active when we want to fix the issue. This can make it more difficult to determine the cause of the problem and to find a solution. It does, however, give a great opportunity for the blame game, where everything is somebody else’s fault.
In sum, stopping the process early on reduces the follow-up costs of defects and allows for an easier fixing of the problem.
Process Issues

There may also be issues with the process that may not lead to quality problems, or at least not immediately. In this case, the process should be stopped too. For example, if the machine is overheating, it should be stopped and investigated. Even if the quality of the parts is still good, an overheating machine may eventually lead to defective parts, or to a machine breakdown, or – worst of all – to an injury. In the latter case, you do not get any parts at all, but instead a long delay and a potentially significant repair bill as well as an injured employee.
Material Supply Issues

Another common example for a process to stop even though there is no impact on quality is to fill up the material supply for the process or set up a new part. This can also be seen as an abnormality, as the process is not working normally, but rather being prepared. Of course, if you need to stop the process for a set-up, you have to stop it.
Do It Automatically
 The whole “stop the process if there are problems” should happen automatically. Having a human watch over the machine constantly is both demanding and error-prone. For example, if you manually have to inspect every part for even one type of quality defect, your eyes will get blurry rather quickly. It does not help that many defects happen rarely. Even if one out of one hundred parts have this defect, the work would get really boring really quick. And most defect rates are far, far below 1%.
The whole “stop the process if there are problems” should happen automatically. Having a human watch over the machine constantly is both demanding and error-prone. For example, if you manually have to inspect every part for even one type of quality defect, your eyes will get blurry rather quickly. It does not help that many defects happen rarely. Even if one out of one hundred parts have this defect, the work would get really boring really quick. And most defect rates are far, far below 1%.
Hence, for jidoka it is very important to have an automatic stop for any kind of abnormality, from quality problems to machine issues to running out of material. If the machine would continue with this abnormality, the costs down the line would multiply. As such, jidoka draws on tools like poka yoke, although poka yoke is more geared toward manual work, and andons. But to me this automatic stop in case of abnormalities is the core of jidoka.
Fix It!
Stopping the process is the key of jidoka. However, it does not stop there. Naturally, after the process stops, there should be a focus on getting it going again properly. Hence, the problem at hand needs to be resolved. If it is a quality issue, fix it. If the machine has problems, maybe do maintenance. And if the machine stopped due to lack of material, restock the material. This fix does not necessarily have to be permanent.
 However, if you can get a permanent fix – even better! Depending on the type of stop, you may invest time and effort to not only apply a quick fix, but maybe eliminate the root cause of the stop and prevent it from happening again.
However, if you can get a permanent fix – even better! Depending on the type of stop, you may invest time and effort to not only apply a quick fix, but maybe eliminate the root cause of the stop and prevent it from happening again.
This may not always be possible, but if there is a chance to reduce or eliminate the stop, go for it. Analyze the stop, find the root cause, develop one (or multiple) solutions, and then implement them so the problem will not happen again.
In summary, the main point of jidoka for me is to stop the process if there are abnormalities, and then get your process back under control. Optionally, you may try to prevent the issue from happening ever again if possible. Also note that the stop is only done to prevent bigger problems downstream and also to highlight the issue, making it more likely to be fixed!
This all sounds rigorous and daunting. But, in your factory, you may have more problems than what you can fix. Most factories do. In my second post on jidoka, I will talk a bit about the practical approach, and also get a little bit philosophical. Bear with me. Now, know when to stop your line and how to get it flowing even better, and go out and organize your industry!
P.S.: This series of blog posts started because Sammy Obara at the very nice Lean Poland Conference mentioned that there is very little information on jidoka available online. Well, challenge accepted 🙂
Well done. Many people I worked with at Toyota did not understand this and it is not the easiest concept to teach.
A great explanation. As I understand it, the origins of jidoka (and of a lot of the Toyota story) lie in the automatically stopping loom back in the days of Toyoda weaving – if you have that story, it would be a nice addition here!
Hi Benjamin, there will be two more posts on Jidoka, the third one has the example you mentioned.
Very Great Explanation, Thank you for sharing this information
Waiting for your next posting about jidoka
Thanks for the article!
Just one question though. It is stated : “Depending on the type of stop, you may invest time and effort to not only apply a quick fix, but maybe eliminate the root cause of the stop and prevent it from happening again.
This may not always be possible, …”
Could you give examples of where this is not possible . What is the cost incurred of using a (repeated?) workaround rather than fixing the root cause?
Thank you!
Hi Myriam, this may be a preview of the second next blog post, but do you know the problem of broken yarn in automatic looms? When the yarn breaks, it quickly turns into a defect. The Toyoda looms stop automatically, so someone can fix the problem. At that time there was no feasible solution to this except for an automatic stop. You could make the yarn stronger, but this would change the quality of the fabric. Not sure if modern looms have a solution without stops, but it must have taken decades to develop it if it exists.
At the end, the company has to put its limited resources towards the most important problems, and a stop may be good enough rather than taking away time and resources from other issues to fix this one.
I wonder how you measure it? Like you measure conc?
Thanks for the post very interested and very good explain.
Hi Miguel, not sure if there is a quantitative AND meaningful measure of Jidoka…
Great explanation
Hi Christoph,
thanks for the detailed explanation of Jidoka. To apply it in production i would like to add the following out of a discussion with our former Toyota Coach Shimoda San, regarding what he called the “steps of Jidoka”: First you perform 100 % checks to avoid passing on the failure to the next process. With improvement activities you strengthen the process capability to reduce test activities. The ultimate goal is to achieve high process capability allowing to control the process itself and eliminate testing. This also allows the link from Jidoka to six sigma activities.
greetings from Ralph, your former Bosch colleques 🙂
Hi Christoph, in our assembly lines where we assemble pumps we have installed andon switches at each station. The operator presses the andon switch if he identifies an abnormality in the part(s) he fits to the main assembly. The conveyor stops and the andon light glows above his station. He tries to fix within the cycle time else he identifies the defect through a marker and pass it to the next station. No more value addition is done further on that product. This defective product is withdrawn from the conveyor line before testing for rework. Is this approach OK ?
Hello Sivakumar, there are different stages:
Overall, you are good at recognizing the issue and not adding parts to a defective product. Even better (but also even harder) would be to fix the issue permanently.
Thanks for your inputs Chrish !
This article was very relevant to me because I am currently working on a lean project that will adopt some principles of Jidoka. We are currently faced with inventory inaccuracies because damaged items are going unaccounted for in the manufacturing process. By adopting some of the Jidoka principles we plan to have the manufacturer stop what they are doing in order to address the necessary maintenance. I had previously heard of the term, but this article helped give me a better understanding of the benefits of Jidoka and how Toyota uses it. Toyota aims to stop the problem as early as possible in order to prevent the problem from becoming costlier. This article helped give me new ideas for my project, such as figuring out ways to eliminate the stop by solving for quality at the source.