
 In the past I’ve written a few posts with some nifty methods on how to find the bottleneck (The Bottleneck Walk – Practical Bottleneck and The Active Period Method), and some warnings of which methods don’t work. In this post I would like to go into more detail on what to do once you find the bottleneck! Due to the length of this topic, I have split it into multiple posts. This first post gives an introduction and goes into more detail about increasing utilization. The next post talks about planning. A third post looks at Bottleneck Decoupling and Capacity Improvement.
In the past I’ve written a few posts with some nifty methods on how to find the bottleneck (The Bottleneck Walk – Practical Bottleneck and The Active Period Method), and some warnings of which methods don’t work. In this post I would like to go into more detail on what to do once you find the bottleneck! Due to the length of this topic, I have split it into multiple posts. This first post gives an introduction and goes into more detail about increasing utilization. The next post talks about planning. A third post looks at Bottleneck Decoupling and Capacity Improvement.
When Do You Need to Find the Bottleneck?
 Knowing and managing your bottlenecks are important for performance. However, you should always work on your biggest problems first. Just because you can find the bottleneck does not mean that finding the bottleneck should be your top priority.
Knowing and managing your bottlenecks are important for performance. However, you should always work on your biggest problems first. Just because you can find the bottleneck does not mean that finding the bottleneck should be your top priority.
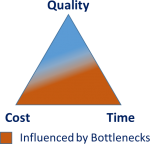
Most problems in a manufacturing system revolve around cost, quality, and time, often involving a trade-off between these three criteria. If your biggest problem is quality, and your customers are sending your products back and switching to the competition, then a bottleneck probably has little influence on your most burning issues. Hence bottleneck detection and management may not be your top priority. Rather, you should fix your quality issues first.
If your top concern at the moment is cost, then improving a bottleneck may help. However, before jumping to a bottleneck detection, you should first check which of your levers influence your cost. Bottleneck capacity is only one of many levers influencing cost. You should focus on the most promising levers, which may not be your bottleneck capacity.
If your key concern is time, as, for example, your delivery performance or your lead time, then your bottleneck may have quite some influence. But again, it depends on your circumstances whether this is your best approach to improve the issue. For example, for lead time it may be better to reduce inventory through an improved material flow. On the other hand, if you are facing capacity constraints, then improving the bottleneck may be the right thing to do.
Not only for bottlenecks but also in general: Before changing anything on the shop floor, make sure that this is the most promising lever to tackle your most significant problems! As for the following bottleneck management approaches, we assume that for your current situation, bottleneck management is indeed the best approach.
Bottleneck Management Overview
There are different approaches you can take to manage your bottleneck. They all start with finding the bottleneck in the first place. However, after that there are different ways in which you can improve your bottleneck capacity. In the graph below I have sorted them in order of their cost and benefit.
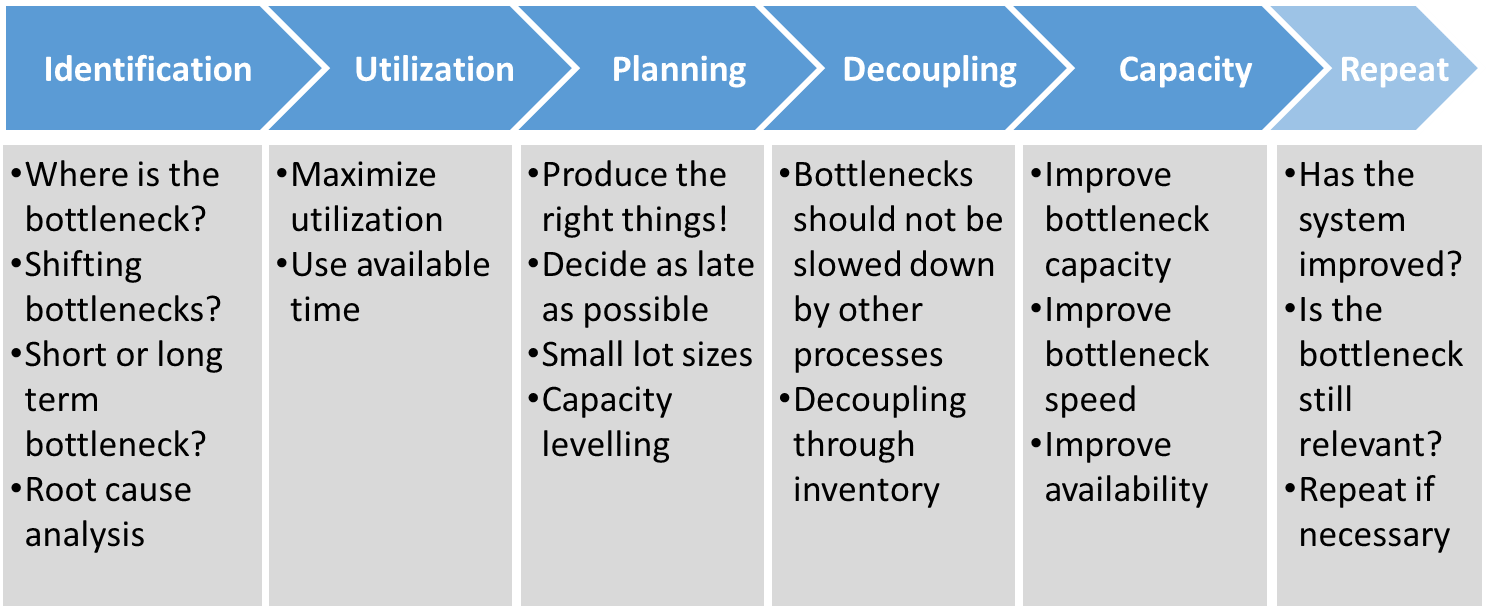
Improving utilization is usually the fastest and cheapest approach. Adjusting your planning is a bit slower but also has little overhead. Decoupling may need some time and money to implement. The (usually) slowest approach is improving the capacity, which usually involves engineering or purchasing. However, I still don’t fully comprehend why, for some reason, most people in Europe and America start with the slowest and most expensive technical capacity when they are faced with a bottleneck.
In any case, after a bottleneck improvement (or for that matter, after any improvement), the system should be checked. If necessary, the process should be repeated. All of the above methods will be presented in more detail below. Due to length, I have split this into multiple posts.
Identification of Bottlenecks
Managing your bottlenecks requires finding your bottlenecks first. This is tricky, in particular for shifting bottlenecks found in most production systems. If you improve a process that is not the bottleneck, then your system will not change. Hence, you should understand what bottlenecks are – especially shifting bottlenecks – and which methods do and don’t work in finding bottlenecks. This topic is rather extensive and requires several posts to cover it. Luckily, I have written these already. The posts below may help you with this:
- Shifting Bottlenecks
- Common Bottleneck Detection Methods that Do NOT Work!
- Mathematically Accurate Bottleneck Detection 1 – The Average Active Period Method
- Mathematically Accurate Bottleneck Detection 2 – The Active Period Method – My preferred method if you have lots of data (e.g., from a simulation).
- The Bottleneck Walk – Practical Bottleneck Detection Part 1 – My preferred method on the shop floor.
- The Bottleneck Walk – Practical Bottleneck Detection Part 2
Ideally, finding the bottleneck should also give you clues about the root cause of the bottleneck. For example, if a process always becomes the bottleneck during a breakdown, then this breakdown may be part of the root cause. If afterward the bottleneck shifts to another bottleneck that is working normally, its cycle time may be part of a bottleneck root cause. In any case, we assume you have found the biggest bottleneck for the following improvements below.
Improve Bottleneck Utilization
Why Utilization is Often the Easiest Approach
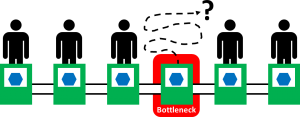
As part of my research focus, I frequently look for bottlenecks in manufacturing lines. To get a first overview, I also ask management where they believe the bottleneck is (although I do strongly prefer to make my own opinion about that during my own analysis). Most of the time, management believes it knows the bottleneck and points toward the suspected bottleneck machine. The kicker is: Very often management points at an idle machine! The bottleneck machine is not operating! This process supposedly constrains the entire operation, yet it stands idle and does nothing!
 With my typical German Schadenfreude, I ask the management, “If that is the bottleneck, then why is it idle?” The usual next step is a flurry of activity to find someone who actually knows what is going on on the shop floor (unfortunately, middle and upper management are often too detached from the shop floor to know). We then find a supervisor or foreman, who cheerily tells us that the person that usually operates this bottleneck machine is doing more urgent business like . . . sweeping the floor or something.
With my typical German Schadenfreude, I ask the management, “If that is the bottleneck, then why is it idle?” The usual next step is a flurry of activity to find someone who actually knows what is going on on the shop floor (unfortunately, middle and upper management are often too detached from the shop floor to know). We then find a supervisor or foreman, who cheerily tells us that the person that usually operates this bottleneck machine is doing more urgent business like . . . sweeping the floor or something.
This happens way too often. The bottleneck process constraining the entire system is idle due to flawed work assignment. I want to emphasize that this is usually not the fault of the foreman or supervisor that assigned the worker to another task. Rather, shop floor management is not involved in the big picture and didn’t know the necessity of keeping this process running. Hence:
To improve the bottleneck, first make sure the bottleneck is not idle!
This is probably your fastest, easiest, and cheapest approach to improve your bottleneck. You have your parts, your machine, and your operators; you just have to bring them together. Just make sure the bottleneck is actually running! This basic idea can also be enhanced with a few more details.
Covering Scheduled Breaks
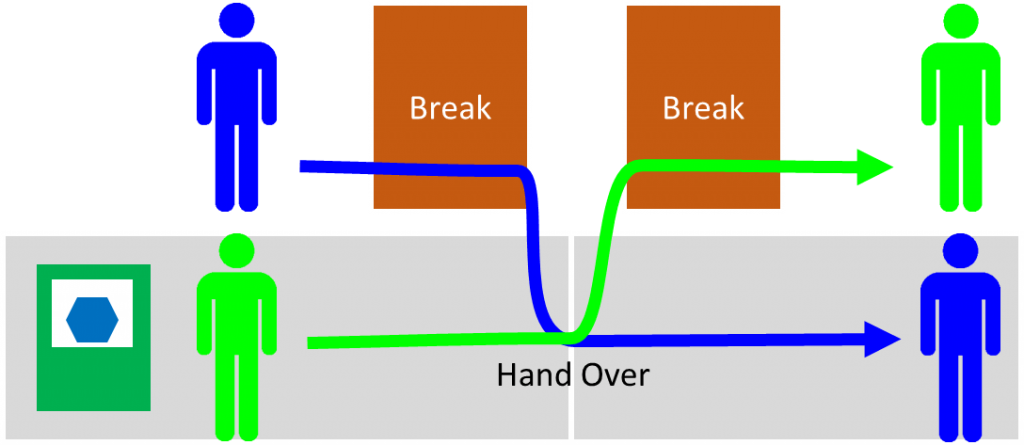
Workers take breaks, both scheduled and unscheduled. Besides the scheduled breaks for breakfast, lunch, etc., they also have unscheduled breaks, for example, when nature calls. Usually the machine falls idle during such breaks. However, it is also possible to schedule separate breaks to keep the machine running. Operator A takes his break a little earlier while Operator B still works. When Operator A comes back, he takes over the task from Operator B, who goes for his break. In effect, the machine is running continuously without a break.
 Naturally, this comes at the expense of another task having twice the break due to first Operator A and the Operator B being on break. Also, depending on your location and regulations, workers’ representatives may or may not agree with this approach.
Naturally, this comes at the expense of another task having twice the break due to first Operator A and the Operator B being on break. Also, depending on your location and regulations, workers’ representatives may or may not agree with this approach.
Covering Unscheduled Breaks
It is a bit more difficult to do this with unscheduled breaks. An operator’s need to go to the bathroom cannot be planned days in advance. In this case, it may help to have another worker on standby (sometimes called a jumper). This operator is able to cover the absence of the first operator on short notice.
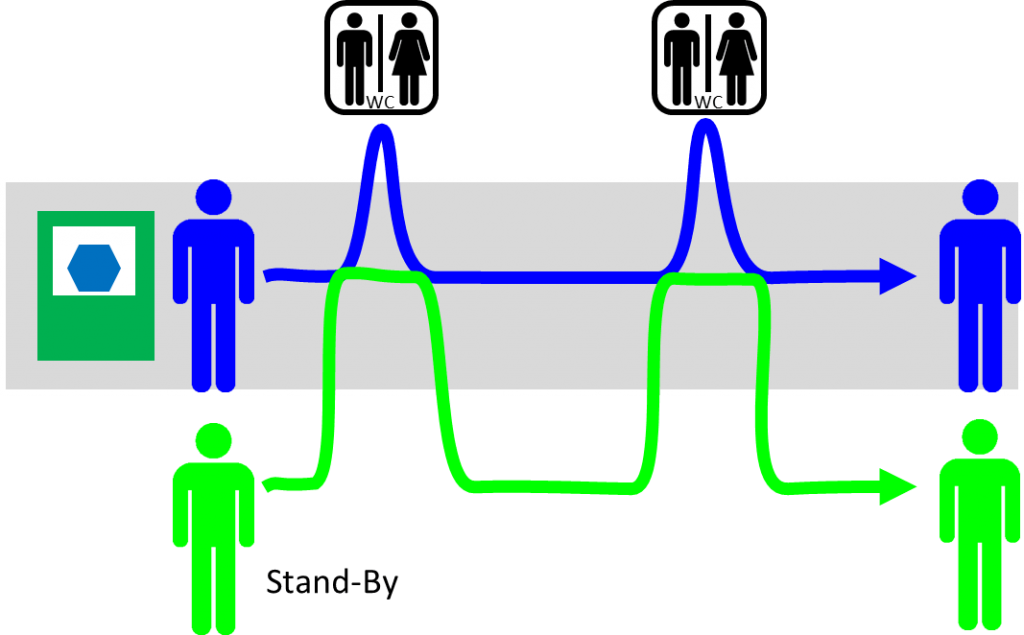 Naturally, it would be inefficient to have one operator on standby waiting around until he can prove himself while the colleague relieves himself. Rather, this jumper is given a number of additional tasks that can be interrupted without ill effect for the overall system. At Toyota, the team leader is usually the jumper for such short breaks, but helps also with other difficulties and problems that may happen.
Naturally, it would be inefficient to have one operator on standby waiting around until he can prove himself while the colleague relieves himself. Rather, this jumper is given a number of additional tasks that can be interrupted without ill effect for the overall system. At Toyota, the team leader is usually the jumper for such short breaks, but helps also with other difficulties and problems that may happen.
Important: Before you give your shop floor supervisor the task of toilet break coverage on top of all his additional tasks, please keep in mind: A Toyota team leader is responsible for four to five operators. In many Western companies, on the other hand, a shop floor supervisor manages twenty to twenty-five people. The latter is clearly not able to cover for bathroom breaks too, in addition to his usually enormous volume of other responsibilities.
Overtime and Additional Shifts
There are also some other methods to increase the utilization of the bottleneck process. In theory, your machine can run twenty-four hours a day seven days per week. In practice this is often less. If you are in a stretch, you can also consider doing overtime or adding additional shifts. All of this will increase the utilization of the machine.
For highly automated processes, it is even possible to fill the machine with parts at the end of the shift. After the workers leave, the machine will continue to run until either all parts are processed or the machine encounters an error and stops by itself.
Overall, increasing utilization is often the fastest and cheapest way to improve your bottleneck. In the next posts I will talk more about how to plan your bottlenecks for maximum effect. A third post looks at Bottleneck Decoupling and Capacity Improvement.
Yet another great post from Christoph!
Indeed throwing more money (in the form of untrained people or expensive fancy machines that take time to learn to operate) will not cover for inefficiencies / low utilization of machines on the shop floor, even though this is the usual reaction in the western world when the production system does not deliver the required capacity.
So to paraphrase Christoph, Managers, go out to the shop floor and fix your industry