
 Toyota has developed what is probably the finest production system in the world, the Toyota Production System. There is general consensus in the rest of the world that its methods and philosophies can significantly improve efficiency and quality, to the point that anything Toyota does is admired and copied. Some practitioners seem to wear rose-colored glasses when talking about Toyota. However, like any company, Toyota does have its fair share of problems and mishaps to deal with, from the 1950 near collapse, to the US gas pedal recalls during 2009–2011. This post will discuss the employee relationship crisis at Toyota around 1990 and Toyota’s countermeasures.
Toyota has developed what is probably the finest production system in the world, the Toyota Production System. There is general consensus in the rest of the world that its methods and philosophies can significantly improve efficiency and quality, to the point that anything Toyota does is admired and copied. Some practitioners seem to wear rose-colored glasses when talking about Toyota. However, like any company, Toyota does have its fair share of problems and mishaps to deal with, from the 1950 near collapse, to the US gas pedal recalls during 2009–2011. This post will discuss the employee relationship crisis at Toyota around 1990 and Toyota’s countermeasures.
Causes of the Employee Relationship Crisis

During the late 1980s the Japanese economy was booming. Like most products during the boom, cars also experienced increased sales. Hence, the demand on the Toyota factories increased. However, at the same time, due to the aging population and the undesirability of manual work, Toyota was facing a labor shortage. To make up for this shortage, Toyota significantly increased its use of temporary labor. At the peak of the bubble in 1991, this temporary workforce exceeded 10% of the total workers.
Nevertheless, it was not enough. Overtime was needed. Back then Toyota had a shift pattern of two 8-hour shifts separated by four hours for maintenance . . . and overtime. However, no matter how you put the shifts, one shift was always partially overlapping with the unpopular graveyard shift between midnight and 6:00 a.m. Already in 1987, the average worker put in 2,224 hours per year, or 44-hour work weeks assuming two weeks of vacation. By 1991 this increased even more to 2,315 hours per year or 47 hours per week. On average! Furthermore, overtime could be announced on short notice within the same day, wrecking the schedules of the employees’ personal lives. Toyota was pushing its workers to the breaking point. Even the most motivated workers were exhausted after working 45+ hour weeks for years.
Additionally, the payment system did not honor the overtime well. In many Japanese companies, having an employee work overtime is cheaper than hiring more workers. Overtime is also usually compulsory.
Employees Voting with Their Feet

For young Japanese, assembly work was unpopular. The work was considered 3-K, where the 3 K’s in Japanese stand for Kitanai, Kitsui, and Kiken, or dirty, difficult, and dangerous. Employment in the service industry was much easier work for the same money. Plus, most in the service industry worked reasonable daylight hours, not graveyard shifts. Especially not 45+ hour-per-week graveyard shifts.
For historic reasons, workers in Japan do not have a works council representation that is worth its name. Hence, the main ways for workers to show their dissatisfaction was to change jobs. And this they did. Turnover peaked in 1991 with 1/4th of all recent hires leaving the company per year. That was a very strong statement.
Toyota prides itself on its good relationship with its employees. Toyota also prides itself on its lifelong employment system (see also Consistency at Toyota – The Board of Directors of the Toyota Motor Company). Finally, Toyota prides itself on being one of the most prestigious and desirable companies in Japan. However, 25% of the new hires strongly disagreed. Something was going very wrong. Fortunately, one of the most outstanding features of Toyota is its ability to adapt and improve!
Toyota’s Countermeasures
In 1992 Toyota started a humanization of the production system and of work in its Kyushu plant. A joint effort between management and workers tried to address the following issues:
Salary system: The system for compensation was adjusted to increase fairness of the salary. The target speed or production norms were measured differently. Pressure was to be put more on purchasing than on labor. Finally, all employees were encouraged to take all their annual holidays (not taking holidays sounds crazy to Westerners but is common in Japan).
Training: Initial training was changed from two weeks at headquarters to nine weeks on the shop floor, giving employees more time to learn and adjust. This measure seems to have been especially effective in reducing turnover rates. Training of already hired employees also intensified.
Hierarchical Adjustments: Due to automation, workers who were historically team leaders no longer had teams. Yet reducing their position back to normal worker would have reduced their salaries. Hence, new classes of “experts” were created.
Workplace Ergonomics: 200 million yen were invested in making work places more ergonomic, using small conveyors, better lighting, adjustable platforms, and other gadgets that made life at the assembly line easier.
Automation: 1.1 billion yen were invested in automation, focusing especially on the most demanding tasks.
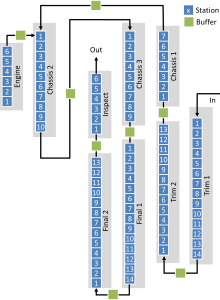
Restructuring of the Assembly Lines: Long continuous assembly lines were broken down into smaller segments. This allowed better social structures. Small buffers reduced the impact of problems and hence the burden on other segments. These small buffers also permitted slightly more flexibility in the use of the employees’ time. (See my detailed post Evolution of Toyota Assembly Line Layout – A Visit to the Motomachi Plant.) However, so far not all plants have been restructured that way.
Change of Shift Patterns: Shift patterns are now 6:25-15:15 and 16:10 to 1:00. Additionally, there is a 45-minute lunch break and regular 10-minute breaks at other times. While working till 1:00 a.m. is still tedious, it beats working even later. Maintenance, however, still has to deal with the third graveyard shift. Overtime has been significantly reduced.
Did it work? Partially

After all the effort by Toyota to improve the well-being of its employees, did it work? The situation probably improved. However, international expansion keeps putting pressure on the workforce, as many skilled workers are sent abroad to train overseas employees in the Toyota way. Even the Toyota president, Akio Toyoda, admitted in the wake of the 2010 gas pedal crisis that growth at Toyota “may have been too quick” (but he may have been more worried about the technical side).
On the other hand, many manufacturing plants I have seen worldwide do have a disengaged and stressed workforce. Confining human individuality to the demands of a manufacturing system is difficult. I believe that Toyota truly wants to improve the lot of their employees, but at the same time they don’t want to destroy their fine-tuned and beautiful production system. There are also examples of plants where Toyota has a very motivated and engaged workforce with absenteeism much lower than industry average. (A popular example was the recently closed NUMMI plant in the US, where under GM management absenteeism was sky high – but when reopened with the same staff under joint Toyota and GM management, absenteeism was greatly decreased).
Toyota does have its problems, but it’s also trying to solve them. Making a production system work with human individuality is difficult. Toyota excelled at one system and is not doing too bad with the other. Overall, I believe Toyota is still a very good employer, having the world’s best production system.
 PS: If you would like to read more about history of manufacturing, then check out my book:
PS: If you would like to read more about history of manufacturing, then check out my book:
Roser, Christoph, 2016. “Faster, Better, Cheaper” in the History of Manufacturing: From the Stone Age to Lean Manufacturing and Beyond, 439 pages, 1st ed. Productivity Press.
Selected Sources
- Shimizu, Koichi. 1995. “Humanization of the Production System and Work at Toyota Motor Co. and Toyota Motor Kyushu.” In Enriching Production: Perspectives on Volvo’s Uddevalla Plant as an Alternative to Lean Production, 383–402. Aldershot: Avebury.
- Pardi, Tommaso. 2007. “Redefining the Toyota Production System: The European Side of the Story.” New Technology, Work and Employment 22 (1): 2–20.
Hi
i want to learn more about Toyota working conditions. Can you give more info or suggest a book ?
For example :
* is there any reward system ? İf yes how ?
* how do they manage kaizens without stopping the line ?
* How do they manage meetings, trainings etc without stopping line ?
* if they improve a process and two labors become idle, what are they doing with these idle labors ? Fire or use another place ? and what is another place ? Since they plan and control all their activities, how do they create another job/place ?
etc
Hi Ergün, these are a lot of good questions. Toyota has solutions to these – but they are specific to Toyota, or even the plant/line/station of Toyota. You will have to find your own solutions here. But here are my thoughts on Toyota: