

In the previous post, I explained the basics of a quick changeover. In this post, I will go through the history of quick changeovers (also known as SMED). It is quite interesting to learn how things have developed during the twentieth century. The next post will look at different, unusual ways to teach SMED.
This post is part of a series of posts on SMED. For the others, see below.
Henry Ford

Standardized quick changeovers were refined at Toyota around 1950. However, for some less-than-stellar examples, we start with Henry Ford and his beloved Model T. Ford rigorously improved his factories to improve efficiency and make the Model T cheaper.
The most famous example was the massive use of assembly lines and specialized machinery. For example, the drill for the holes in the engine block included dozens of drill bits in different sizes. Hence only one pass with this drilling tool would create all the holes needed from that particular orientation.
For Ford, the Model T was the perfect car, and he was trying to create the perfect manufacturing process for it. In his view, the world would never need another vehicle. If the world would have followed Ford’s vision, you could still go to your local Ford dealership tomorrow and buy a brand new Model T with the best technology of 1908.

However, customer demand changed, and by 1927 the Model T was simply over twenty years old and outdated, despite minor changes like adding electric light. Other more modern vehicles rose in popularity. With much hesitation, Ford finally decided in 1927 to change to a new model, the Ford Model A (he restarted the lettering, hence after T, he used A again).
However, while Ford’s factories were exemplary examples of efficiency, they were also enormously inflexible. Overall, the changeover led to a six-month standstill at Ford. Of all machines, one quarter had to be thrown out, one quarter could be used as they were, and half had to be extensively retooled. Any company with lesser financial strength than Ford would have gone bust.
Incredibly enough, only a few years later this chaos repeated again. The change in 1931 from Model A to Model B took five months and was equally chaotic.
GM with Alfred P. Sloan
GM, under the management of Alfred P. Sloan, used a completely different approach. While Ford focused on uniformity, Sloan focused on variety. While Ford emphasized the eternalness, Sloan celebrated change. GM presented new and updated models on an annual basis, setting the tact for the current automotive industry.
Naturally, for this they needed much more flexibility. You cannot bring a new model on the market every year if this means closing your factory for a year. Already around 1930, GM managed to do a major model changeover within twenty days, compared to Ford’s six months.
Economic Order Quantities
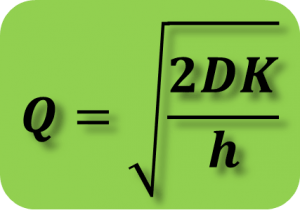 In 1913, Ford W. Harris developed an equation for an order quantity that minimizes total inventory holding costs and ordering costs. This is known as the economic order quantity. The variables in the equation shown on the left are as follows:
In 1913, Ford W. Harris developed an equation for an order quantity that minimizes total inventory holding costs and ordering costs. This is known as the economic order quantity. The variables in the equation shown on the left are as follows:
- Q: optimal order quantity
- D: annual demand quantity
- K: fixed cost per order or setup cost
- h: annual holding cost per unit
This apparently simple formula was widely used to determine the “ideal” lot size or order quantity. Unfortunately, holding costs were usually underestimated, and many underlying assumptions of the equation made the result much less precise than what the numbers suggested.
In any case, large or expensive orders or setups (K) resulted in large orders or lot sizes (Q). As a result, lot sizes grew. It was usually overlooked that the order or setup cost was not fixed but could also be influenced. Nevertheless, in many cases it was easier to simply make larger quantities rather than to go through the effort to change setup times.
Frank Gilbreth and Frederick Taylor

However, there were also researchers in the US looking at reduction of changeover time. Probably the most prominent were motion expert Frank Gilbreth and the father of scientific management, Winslow Taylor.
Taylor analyzed non-value-adding parts of setups in his 1911 book, Shop Management (page 171). However, he did not create any method or structured approach around it.
Gilbreth studied and improved working processes in many different industries, from bricklaying to surgery. As part of his work, he also looked into changeovers. His book Motion Study (also from 1911) described approaches to reduce setup time.
Even Henry Ford’s factories were using some setup reduction techniques. In the 1915 publication Ford Methods and Ford Shops, setup reduction approaches were clearly described. However, these approaches never became mainstream. For most parts during the 20th century, the economic order quantity was the gold standard for lot sizing.
Toyota and the Quick Die Change (QDC)
Toyota had very different problems in 1950. Both Ford and GM produced cars in enormous quantities. Toyota built only a few thousand cars per year. As a poor company at that time, it could not afford a separate press for every part. Instead, they frequently changed the tools in the presses from one part to the next.
Their problem was that this changeover took between two and eight hours, and Toyota could neither afford the lost production time nor the enormous lot sizes suggested by the economic order quantity. However, on a trip to the US, Taiichi Ohno observed Danly stamping presses with rapid die change capability. Subsequently, Toyota bought multiple Danly presses for the Motomachi plant.
Secondly, Toyota started to work on improving the changeover time of their presses. This was known as Quick Die Change, or QDC for short.They developed a structured approach based on a framework from the US World War II Training within Industry (TWI) program, called ECRS – Eliminate, Combine, Rearrange, and Simplify.
Over time they reduced these changeover times from hours to fifteen minutes by the 1960s and then to three minutes by the 1970s. Other Japanese companies had similar achievements. The Western world, however, was still stuck with changeover times measured in hours. Hence, while Japanese companies changed tools three times per day or more, most Western companies changed tools once per day or less. Lot sizes, of course, were similarly dissimilar.
Shigeo Shingo and SMED
 During the 1970s and 1980s, Western automakers were surprised at the quality and cost of Japanese cars. They wanted to understand the secret of these Japanese car makers. Unfortunately, there was little or no literature available in English.
During the 1970s and 1980s, Western automakers were surprised at the quality and cost of Japanese cars. They wanted to understand the secret of these Japanese car makers. Unfortunately, there was little or no literature available in English.
Japanese consultant Shigeo Shingo was able to fill this gap. During the late 1970s, when Toyota’s method was already well refined, he participated in one QDC workshop. After he started to publicize details of the Toyota Production System without permission, the business connection was terminated abruptly by Toyota.
Shingo moved to the US and started to consult on lean manufacturing. Besides claiming to have invented this quick changeover method (among many other things), he renamed it Single Minute Exchange of Die or, in short, SMED. The Single Minute stands for a single digit minute (i.e., less than ten minutes).
As Shingo was able to fill a large gap in knowledge, he rose to fame in the US, albeit he is much less known in Japan and Europe. He promoted the ideas of lean manufacturing, especially SMED.
Modern Time
 Due to this focus of Shingo on SMED, some practitioners believe SMED to be one of the most important methods of lean manufacturing. Sometimes lean manufacturing is considered the same as SMED. This is not so! SMED is one of the many tools in lean manufacturing. It is rather like one size of wrench, significant for one particular task, but far from being the most important tool in the tool box. In fact, the most important part of the tool box is the person using the tools! Nevertheless, I often encounter practitioners and managers who, rather than having a problem solved or even knowing what their problem is, merely want to do SMED, because that’s (supposedly) what Toyota does.
Due to this focus of Shingo on SMED, some practitioners believe SMED to be one of the most important methods of lean manufacturing. Sometimes lean manufacturing is considered the same as SMED. This is not so! SMED is one of the many tools in lean manufacturing. It is rather like one size of wrench, significant for one particular task, but far from being the most important tool in the tool box. In fact, the most important part of the tool box is the person using the tools! Nevertheless, I often encounter practitioners and managers who, rather than having a problem solved or even knowing what their problem is, merely want to do SMED, because that’s (supposedly) what Toyota does.
I hope this post was interesting to you, shedding light on the historic developments. I also hope that you fit the solution to the problem and not the other way round, and that the person using the tools is more important to you than the toolbox.
If you like this post, you may want to read my other posts on SMED:
 PS: If you would like to read more about history of manufacturing, then check out my book:
PS: If you would like to read more about history of manufacturing, then check out my book:
Roser, Christoph, 2016. “Faster, Better, Cheaper” in the History of Manufacturing: From the Stone Age to Lean Manufacturing and Beyond, 439 pages, 1st ed. Productivity Press.
Excellent. Very interesting article.
Learning the history behind the Lean tools provides a much deeper understanding of them. Just as almost everything in life, I believe.
Thank you.
Sory but cannot agree with the statement that SMED is far from being the most important tool in Lean. It is not so far you can believe. Have to be clear that without SMED no continuous flow or small production quantities and the most important MUDA will develop : overproduction. Isn’t that important in Lean ? Yes it is. Though SMED is one of the most important in Lean (not the only one).
Be sure that if NO SMED, NO Lean ! Just part of some tools applied here and there
As far as I know Shigeo Shingo has started to work with Toyota on QDC in early ’60s, not late 1970 and not just to one Workshop at the end…
Hi Virgil, I stand by my point that SMED is put too much in the limelight. It is good if you want to reduce C/O times, but this is only one out of many things to do in Lean, and for me far from the most important ones.
Also on Shingo, I read quite a lot of sources on him, and he did sell mostly other peoples ideas. See my post Shigeo Shingo and the Art of Self Promotion for more details.
You are correct, Christoph. At Toyota, we are all very aware of Shingo’s contribution. He was effective in developing and teaching the basic IE course to key people. We later refined that IE training to teach to all team members in all TMC organizations and suppliers, as basic knowledge of how we define and improve work.
what is the Toyota’s current changeover time?